| Geração, Transmissão e Distribuição
de Energia Elétrica .: |
 Tipo SST 5 - Estudo Secagem de Transformador Energizado Realizado Pela EPTE
Tipo SST 5 - Estudo Secagem de Transformador Energizado Realizado Pela EPTE
|
 Secagem da Parte Ativa de Transformadores de Potência, Energizados,
Utilizando Filtros Absorvedores de Água .:
Secagem da Parte Ativa de Transformadores de Potência, Energizados,
Utilizando Filtros Absorvedores de Água .: |
Jayme Leite Nunes Junior,
Claudio Aparecido Galdeano,
Erick Amaral Campos.
|
 Resumo
Resumo
|
| A crescente preocupação
das Companhias Elétricas com a diagnose de seus equipamentos,
em virtude do alto custo e das novas regras de operação
do Sistema, que pune qualquer interrupção no fornecimento
de energia, iniciou-se a busca por métodos de análise
e/ou intervenção nos transformadores que evitassem
sua retirada de operação. Dentro dessa ótica,
estamos apresentando um novo método de secagem de transformadores,
que além de ser executado com o equipamento em operação,
apresenta melhor eficiência que o tradicional tratamento termovácuo,
pois permite, devido ao prazo mais longo de secagem, uma real remoção
de umidade da isolação sólida, que só
era obtida superficialmente pelo processo tradicional.
|
 |
1. Introdução
|
| Devido aos investimentos feitos
no Brasil durante processo de desenvolvimento ocorrido nas décadas
de 60 e 70, hoje temos grande número de transformadores com
idade acumulada de 30 ou mais anos de operação. Uma
alta confiabilidade de operação do sistema é
esperada pelos consumidores e transformadores são partes
vitais de um grande número de sistemas em hospitais, transportes
públicos, grandes indústrias, etc. Falhas em transformadores
podem causar danos devido à incêndios, poluição
ambiental ou explosão na área da subestação
ou em áreas adjacentes.
No sistema de isolação de transformadores,
o óleo mineral em associação ao papel isolante
é o conjunto utilizado em 95% da quantidade total de equipamentos.
Este fato pode parecer estranho, face aos recentes avanços
na área de materiais sintéticos que, a primeira vista
deveriam substituir a velha dupla papel-óleo , que vem sendo
utilizada em transformadores desde 1890. Esta aparente indiferença
deve-se às excelentes características, face às
solicitações elétricas, mecânicas e térmicas
no transformador.(1)
No processo de fabricação de equipamentos
elétricos, ou mesmo durante a operação, a isolação
sólida pode adquirir umidade, o que contribui para a diminuição
de sua vida útil, caso não seja reduzida a níveis
satisfatórios. A umidade presente na celulose, em níveis
elevados, pode ser originada no processo de fabricação
dos equipamentos ou adquirida pelo óleo e, posteriormente
transferida para a celulose durante a operação do
equipamento.
A presença de oxigênio atua como poderoso agente acelerador
da degradação do óleo ou do papel. A atuação
de um sistema de preservação do equipamento é
importante para isolar a umidade e o oxigênio provenientes
do ar atmosférico do sistema papel-óleo.
O controle da umidade da isolação
sólida contribui sobremaneira, para a minimização
dos efeitos do oxigênio e da umidade sobre a degradação
da celulose e, como consequência, da obtenção
de uma significativa extensão da vida útil dos equipamentos.(2)
Pode-se dizer que a vida útil de um transformador
é a vida útil de sua isolação sólida.
Temos, em um transformador, um sistema de isolação
composto de 2 materiais completamente diferentes. Enquanto um, o
óleo, flui através do transformador, podendo ser facilmente
acessível, substituído e/ou recondicionado de forma
a manter valores de umidade o mais baixo possíveis, a isolação
sólida, não somente está posicionada internamente
ao transformador, como tem acesso extremamente difícil, e
os processos de remoção de umidade utilizados para
o óleo isolante (usualmente tratamento termovácuo)
apresentam uma eficiência muito menor em relação
ao papel.
A causa desta baixa eficiência deve-se ao
fato do papel isolante, além ser cerca de 800 vezes mais
higroscópico que o óleo isolante, transfere, sob tratamento,
a umidade nele retida para uma atmosfera de alto vácuo de
forma extremamente lenta, principalmente porque esse procedimento
e´ feito com a parte ativa na temperatura ambiente. Procedimentos
realmente efetivos de remoção de umidade somente são
possíveis, através de um processo de vapour-phase,
que conjuga temperatura, vácuo e vapor de solvente, mas essas
condições não podem ser reproduzidas no campo.
Na busca de um método de remoção
de umidade que prescindisse da necessidade de aquecimento e vácuo,
optou-se pela utilização de um sistema de filtragem
envolvendo elementos filtrantes do tipo cartucho, desenvolvido pela
Velcon Systems, figuras 1 e 2, especificamente para desidratação
de óleo de transformadores.
|
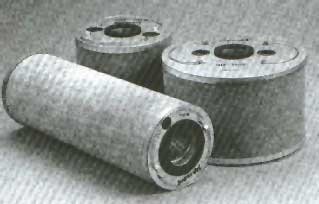
Fig. 1- Cartuchos Velcon Superdri
|

Fig. 2 – Sistema de Filtragem
|
Além disso, as seguintes características eram necessárias:
1) a possibilidade de se tratar o transformador
energizado, ou seja, o sistema de filtragem deve ser provido de
dispositivos que permitam a circulação do óleo
de forma segura com o transformador em operação;
2) Permitir a substituição dos cartuchos sem necessidade
de desligamento do transformador;
3) Não remoção de inibidores de oxidação
porventura presentes no óleo;
4) Não remoção de gases dissolvidos, de forma
a não mascarar qualquer evolução do teor de
gases que pudesse prejudicar o diagnóstico de defeitos incipientes
por cromatografia;
5) Custo final do processo igual ou inferior ao obtido pelo processo
tradicional de tratamento (termovácuo);
6) Teor de água final do óleo isolante abaixo de 15
ppm.
Antes de se iniciar o processo era necessário
escolher qual o método de medição da eficiência
do secagem seria adotado.
Os métodos mais tradicionais de avaliação
envolvem um grande número de ensaios em óleo isolante,
que é então física e quimicamente testado.
Os ensaios mais conhecidos são Rigidez Dielétrica,
Fator de Dissipação, Tensão Interfacial, Índice
de Neutralização, Teor de Água em Óleo
e Análise de Gases Dissolvidos. Contagem de partículas
e a Análise de Produtos de Decomposição do
Papel dissolvidos no óleo são também utilizados.
A maior vantagem destes ensaios, baseados em amostras
de óleo, é que eles não interferem com a operação
normal do equipamento. Seu maior problema é que esta amostra
de óleo pode não representar a real situação
da isolação sólida, já que em condições
de operação, dificilmente teremos uma situação
de equilíbrio do sistema papel-óleo, principalmente
considerando o fato de que o papel é cerca de 800 vezes mais
higroscópico que o óleo.
Não existem muitos métodos diretos
de avaliação do estado do papel. O maior obstáculo
aqui é, além de exigência da retirada do transformador
de operação, a acessibilidade limitada, já
que uma amostra de papel pode não ser representativa das
condições gerais de toda a isolação
sólida.
O método tradicionalmente utilizado por
Empresas de Energia para a medição do teor de umidade
da isolação sólida é conhecido como
URSI (Umidade Relativa da Superfície da Isolação).
A URSI é medida com o preenchimento do transformador com
Nitrogênio ou Ar Sintético super-seco e após
um período de equilíbrio de, no mínimo 24 horas,
mede-se ponto de orvalho do gás para, juntamente com a temperatura
da parte ativa, através de um diagrama obter-se a umidade
do papel. As restrições ao método são,
além de exigir a retirada do óleo isolante, como o
próprio nome já diz, avalia apenas a umidade da superfície
e não de toda a massa do papel,. Este ensaio foi originariamente
desenvolvido por um fabricante de transformadores para ensaios de
campo em transformadores recém saídos de fábrica,
onde devido ao processo de secagem, após montagem, em que
corpos de prova são inseridos junto com a parte ativa na
estufa e posteriormente ensaiados, tem-se a garantia de que a parte
ativa está com baixos valores de umidade. Se durante a instalação
em campo, com a montagem de radiadores, buchas e outros acessórios
alguma contaminação por umidade ocorrer, esta será
superficial e nestas condições, em particular, a medição
por URSI é satisfatório.
A Tettex, fabricante suíço de instrumentos
de medição desenvolveu um método para determinação
do teor de umidade da isolação sólida de transformadores
através da determinação do Índice de
Polarização pela Medição da Tensão
de Retorno (Recovery Voltage Method – RVM) (3)
Polarização é um processo
de orientação. Neste caso vamos considerar somente
a polarização da isolação causada pela
orientação do campo elétrico. O efeito de polarização
requer 2 componentes: Um campo elétrico para prover a energia
necessária e moléculas que fornecem o meio ao qual
o fenômeno se manifesta. O exemplo mais simples de descrever
o fenômeno é o alinhamento de dipolos em um campo elétrico.
A molécula de água forma um dipolo distinto com os
íons O- em um lado, negativamente carregados por 2 elétrons
adicionais provenientes do Hidrogênio atômico e os 2
íons H+ do outro lado, que “cedeu” estes elétrons
para o Oxigênio e tem uma carga positiva. Esta molécula
com uma carga positiva de um lado e negativa de outro é considerada
um dipolo.
Assumindo que um dipolo isolado seria exposto a
um campo elétrico constante, podemos imaginar que as cargas
negativas serão atraídas pelo eletrodo positivo e
vice-versa. Assim, sobre condições elétricas
e geométricas balanceadas, o dipolo apresentaria tendência
a orientar-se na direção do campo elétrico.
Este processo inclui uma troca de energia, pois
a orientação direcional (mecânica) por si mesma
é Trabalho. Esta energia provem do campo elétrico
através da Corrente. Este processo precisa obviamente de
alguns portadores de carga (elétrons ou íons). E finalmente
o processo de orientação requer algum tempo.
Este tempo é influenciado por 2 fatores.
Ambos relacionados com o nível de energia da molécula.
A energia inerente à própria molécula expressa
pela temperatura e a quantidade de energia que pode ser transportada
pela molécula em um dado tempo, influenciada pela concentração
de portadores de cargas.
Finalmente o dipolo no campo elétrico tem,
após completa orientação no campo, armazenada
a energia necessária que ele precisa para esse processo.
Quando retirado o campo elétrico, a molécula pode
então retornar à sua posição arbitrária
(aquela com mais baixo nível de energia) e a energia armazenada
pode então ser devolvida ao ambiente.
Medições mostram que o efeito de
polarização segue uma função exponencial
e apresenta saturação após todos os dipolos
terem completado a orientação no campo elétrico.
Um circuito equivalente pode ser montado para representar o processo
pela simples combinação de elementos resistivos e
capacitivos. A característica dominante é dada pela
constante de tempo formada pelo produto dos valores do capacitor
e do resistor.
A próxima consideração a ser
feita é que o processo de polarização em um
sistema isolado à óleo não pode ser considerado
como um único dipolo, mas como um grande número de
dipolos distribuídos através de uma larga geometria.
Desde que os valores característicos de
polarização estejam cobertos pela constante de tempo,
parece ser possível a medição desses valores.
Podemos assumir que os valores das constantes de
tempo de polarização são muito diferentes de
uma constante de tempo formada por um circuito equivalente R-C,
e as várias constantes dos processos de polarização
serão consideravelmente diferente umas das outras. (4)
O Método da Tensão de Retorno aplicado
à transformadores fornece um espectro obtido por ciclos.
Cada ciclo consiste de 3 passos e por um período de relaxação.
A aplicação de uma tensão DC (UC) por um tempo
fixo de carga (tC); um curto circuito parcial aplicado na metade
do tempo de aplicação da carga (tD). Esta etapa remove
a polarização da isolação para que se
possa obter a energia armazenada nos dipolos; na terceira etapa
os terminais do circuito são abertos e um voltímetro
é aplicado, obtendo-se então um valor de tensão
de retorno (UR) para um dado tempo de carga (tC).
A partir das considerações acima,
em termos práticos, podemos relacionar o teor de umidade
da isolação celulósica com a constante de tempo
tC,, quanto mais baixo o teor de umidade da isolação,
são necessários tempos de aplicação
de carga, ou seja, constantes de tempo proporcionalmente maiores,
até que se atinja o valor máximo de tensão
de retorno URmax .
A influência da temperatura da isolação
na constante de tempo é um parâmetro importante no
ensaio de RVM. Lembre-se que a temperatura é uma expressão
do nível de energia contido na isolação. Quanto
maior esta energia, mais facilmente os efeitos da polarização
se manifestam.
Fica claro portanto que o valor da temperatura
deve ser bem conhecido e assumido como uniforme através da
isolação. Um gradiente de temperatura elevado durante
a duração do ensaio causa uma significativa influência
no valor de tC correspondente à URmax . No caso de extremas
mudanças de temperatura durante o ensaio, os valores de temperatura,
para cada ciclo do processo, devem ser anotados. Após o RVM,
podemos introduzir na tabela de dados do software de interpretação
os valores anotados e o software automaticamente normalizará
a curva para 20ºC.
A obtenção do teor de umidade contida
na isolação sólida a partir dos valores de
URmax e da temperatura da isolação requer a obtenção
de um fator de correlação, obtido empiricamente já
que o processo de polarização de isolação
papel-óleo, sob condições reais ainda não
é completamente compreendido e matematicamente descrito.
Baseado nas considerações acima,
optou por se utilizar do RVM como método de avaliação
da umidade do papel e de medições de umidade no óleo
por Coulometria (Karl Fisher) para se determinar o momento de exaustão
do set de cartuchos e sua conseqüente substituição.
|
|
2. Desenvolvimento do Processo
|
| Para se comprovar a eficiência
do processo, utilizamos um transformador de banco, de 345 kV, 133
MVA de fabricação IEBB, com valores de umidade de papel
inicialmente de 2,09%, medidas através do RVM. Nossa intenção
era efetuar um processo de secagem suficientemente lento de forma
a permitir que a umidade contida na isolação sólida
fosse transferida para o óleo isolante, gradativamente, auxiliada
pela temperatura de operação do transformador, que permaneceria
em operação. A entrada de óleo para o sistema
de filtragem foi feita à partir da válvula inferior
e o retorno pela válvula superior. O vácuo foi aplicado
em todo o sistema (filtros, mangueiras e bomba de óleo) e quebrado
com o próprio óleo do transformador. O sistema Velcon
é equipado com uma bomba de vácuo, vacuômetro,
e válvulas para purgar e iniciar o processo livre de bolhas
de ar no óleo isolante.
A tabela I mostra a quantidade de cartuchos (segundo a Velcon)
necessária para a secagem do transformador para um valor
final de umidade de 1% (norma EPRI - USA).
|
|
Tabela I – Cálculo da Quantidade de Cartuchos para Secagem
do Transformador |
| Transformer Dry-Out Calculations |
| 19 |
ppm |
moisture content of oil |
| 50 |
deg C |
top oil temperature |
| C |
|
type transformer, "C"=core, "S"=shell,
"E"=core w/enameled wire insulation |
| 14020 |
gals |
volume of oil |
| 6615 |
lbs |
weight of paper insulation |
| 10,981124 |
% |
relative saturation of the water in oil |
| 0,1218516 |
atm |
saturation vapor pressure |
| 2,09 |
% |
moisture content of paper insulation |
| 0,2329505 |
gals |
volume of water in oil |
| 42,718065 |
gals |
volume of water in paper insulation |
| 42,951016 |
gals |
volume of water in transformer |
| 1,0 |
% |
desired moisture content of paper insulation |
| 8.8873577 |
gals |
amount of water to be removed |
| 7 |
ea |
number of cartridge changes required (1.4 gal cap/change) |
| 28 |
ea |
number of cartridges required cost per cartridge |
| - |
|
cost of cartridges for dry-out |
|
Como dispúnhamos
de somente 3 sets de cartuchos, o valor final de umidade da parte
ativa deverá situar-se em valores próximos à
1,6%.
O processo iniciou-se em 10/10/99 com o primeiro
set de cartuchos exaurindo-se após 861 h ou 274889 gal circulados,
o segundo set após 770 h ou 249643 gal e o processo foi interrompido
quando o terceiro set apresentava 252 h ou 75221 gal. |
|
| O ensaio de RVM inicial pode ser visto na Figura 1,
abaixo: |
|
tc
|
Urmax(V) |
H2O (%) |
Tcrit (°C) |
| 98,35 |
217,48 |
2,09 |
84,7 |
Figura 1 – Ensaio de RVM inicial – antes do início
do processo de secagem
|
| O ensaio de RVM mostra uma distribuição
uniforme de umidade ao longo da isolação (presença
de um único pico dominante) e o valor de umidade encontrado
mostra-se coerente com um transformador de 25 anos de idade. Isso
vem de encontro à nossa preocupação em se optar
por um equipamento que fosse representativo em relação
ao nosso parque de transformadores. O processo de secagem foi interrompido
durante os meses de dez/99 e jan/00 devidos aos procedimentos de
segurança adotados em função do "bug do
milênio”. Todo o processo foi executado com o transformador
em operação.
|
| |
|
Tabela II, abaixo, mostra a evolução
dos valores de umidade no óleo isolante durante o processo:
|
| Set nº |
Data |
Tempo de Operação (H) |
vazão (gal) |
Temp. óleo tr (°C) |
Temp. óleo filtro (°C)
|
teor água entrada (ppm)
|
teor de água saida
(ppm) |
total de horas (h) |
volume óleo circulado (gal) |
Vol. água retirado por ciclo (L) |
| 1 |
10/10/99
|
2,4
|
0
|
18
|
|
19
|
10
|
|
|
|
| 18/10/99 |
183,5 |
57996 |
45 |
23 |
16 |
8 |
181,1 |
57996 |
1,774677 |
| 28/10/99 |
201,8 |
63816 |
50 |
18 |
14 |
5 |
18,3 |
5820 |
0,178092 |
| 03/11/99 |
345,8 |
109586 |
54 |
25 |
9 |
8 |
144 |
45770 |
0,82386 |
| 10/11/99 |
517,8 |
164588 |
40 |
20 |
11 |
10 |
172 |
55002 |
0,198007 |
| 17/11/99 |
550,8 |
175098 |
50 |
17 |
12 |
9 |
33 |
10510 |
0,075672 |
| 21/11/99 |
647 |
206046 |
50 |
30 |
14 |
10 |
96,2 |
30948 |
0,389944 |
| 26/11/99 |
696,5 |
221562 |
50 |
30 |
16 |
10 |
49,5 |
15516 |
0,279288 |
| 01/12/99 |
810 |
265723 |
50 |
28 |
16 |
15 |
113,5 |
44161 |
0,556428 |
| 03/12/99 |
861 |
274889 |
55 |
49 |
15 |
15 |
51 |
9166 |
0 |
| Volume total por set 4,275970 |
| 2 |
09/02/00 |
|
274889 |
50 |
|
19 |
|
|
|
|
| 10/02/00 |
866 |
275800 |
50 |
|
18 |
3 |
866 |
911 |
0,055753 |
| 21/02/00 |
1019 |
325364 |
50 |
|
19 |
9 |
153 |
49564 |
2,23038 |
| 28/02/00 |
1055 |
337037 |
50 |
33 |
16 |
4 |
36 |
11673 |
0,462250 |
| 09/03/00 |
1268 |
406036 |
50 |
24 |
11 |
8 |
213 |
68999 |
1,862973 |
| 13/03/00 |
1365 |
437130 |
50 |
25 |
12 |
9 |
97 |
31094 |
0,335815 |
| 17/03/00 |
1368 |
438001 |
55 |
30 |
12 |
12 |
3 |
871 |
0,004703 |
| Volume total por set 4,951875 |
| 3 |
10/04/00 |
1636 |
524532 |
|
|
13 |
12 |
268 |
60 |
0,006753 |
| 10/04/00 |
1638 |
524592 |
50 |
30 |
44 |
5 |
43 |
14497 |
0,182662 |
| 17/04/00 |
1681 |
539089 |
50 |
|
14 |
6 |
47 |
15381 |
0,387601 |
| 24/04/00 |
1728 |
554470 |
50 |
20 |
10 |
3 |
23 |
7454 |
0,201258 |
| 28/04/00 |
1751 |
561924 |
50 |
|
18 |
11 |
115 |
37109 |
0,935146 |
| 05/05/00 |
1866 |
599033 |
55 |
32 |
15 |
10 |
138 |
44563 |
0,962560 |
| 18/05/00 |
1888 |
599753 |
55 |
32 |
15 |
10 |
137 |
37829 |
0,817106 |
| Volume total por set 2,530528 |
Volume Total p/ 3 set 11,758374 litros |
|
3. Resultados
|
| O total de água retirado do óleo isolante,
calculado na tabela II, está de acordo com valor especificado
pelo fabricante para esse modelo de cartucho. |
|
tc
|
Urmax(V) |
H2O (%) |
Tcrit (°C) |
| 260,56 |
121,5 |
1,6 |
95 |
Figura II- Ensaio de RVM após o final do processo de
secagem
|
|
4. Conclusões
|
Todas as premissas colocadas
no início do processo foram atingidas: o sistema de filtragem
permitiu a circulação do óleo de forma segura
com o transformador em operação; a substituição
dos cartuchos foi feita sem necessidade de desligamento do transformador;
não foi detectada remoção de inibidores de
oxidação e de gases dissolvidos, de forma a não
mascarar qualquer evolução do teor de gases que pudesse
prejudicar o diagnóstico de defeitos incipientes por cromatografia;
o teor de água final do óleo isolante permaneceu abaixo
de 15 ppm e o custo final do processo foi inferior ao obtido pelo
processo tradicional de tratamento (termovácuo).
O resultado final de RVM mostra que o valor de
umidade da parte ativa decresceu de 2,09 para 1,6% e apresenta-se
uniformemente distribuído pela isolação, comprovando
a eficiência do processo de secagem. Os valores finais de
umidade no óleo isolante situaram-se em 10 ppm. Os custos
do processo, em relação ao tradicional, ainda não
foram completamente calculados mas uma estimativa coloca-o como
50% inferior ao processo tradicional.
O processo de secagem da parte ativa de transformadores
de potência, energizados, utilizando filtros absorvedores
de água apresenta-se como um grande avanço no controle
de umidade da parte ativa e vem de encontro à necessidade
de processos de manutenção que não exijam impedimento
do equipamento, aumentando, por consequência a disponibilidade
do Sistema.
|
|
Bibliografia
|
| (1) Nunes Jr, Jayme L. - O Óleo Isolante
do Ponto de Vista Químico - IV SEMEL – Seminário
de Materiais do Setor Elétrico Curitiba, 1994;
(2) GCOI, Comissão de Estudos Físicos –
SCM 093 Metodologia da Avaliação da Umidade da Superfície
do Isolamento Ago/91;
(3) Schlag, Alexander G. – The Recovery Voltage Method
for Transformer Diagnosis;
(4) Galdeano, Claudio A. e Nunes Jr, Jayme L. - Diagnose
do Estado da Isolação Sólida de Transformadores
através do Ensaio de Índice de Polarização
(RVM) – II SEMASE Seminário Nacional de Manutenção
do Setor Elétrico, Curitiba Nov/98.
|
|